Nhà thÃĐp tiáŧn chášŋ
Hotline: 0913 991299 - Email: admin@trunglam.vn
Chọn Skin Color:









4.2.4. Biášŋn dᚥng hà n, khuyášŋt tášt hà n, biáŧn phÃĄp kiáŧm tra chášĨt lÆ°áŧĢng ÄÆ°áŧng hà n
a. Sáŧą phÃĄt sinh áŧĐng suášĨt hà n và biášŋn hÃŽnh hà n
KhÃĄi niáŧm. Khi tháŧąc hiáŧn quÃĄ trÃŽnh hà n, mÃĐp hà n ÄÆ°áŧĢc Äáŧt nÃģng cáŧĨc báŧ, sáŧą giÃĢn náŧ nhiáŧt áŧ cÃĄc vÃđng sáš― khÃĄc nhau. ChÚng pháŧĨ thuáŧc tÃĄc dáŧĨng cáŧ§a nguáŧn nhiáŧt hà n và thuáŧc tÃnh kim loᚥi, tᚥo ra áŧĐng suášĨt và biášŋn dᚥng. Trᚥng thÃĄi áŧĐng suášĨt và biášŋn dᚥng nà y do quÃĄ trÃŽnh hà n gÃĒy ra và táŧn tᚥi trong kášŋt cášĨu sau khi hà n, nÃģ cÃģ ášĢnh hÆ°áŧng rášĨt láŧn Äášŋn kášŋt cášĨu. Biášŋn dᚥng hà n cÃģ tháŧ là m phÃĄt sinh chi phà Äáŧ sáŧa cháŧŊa, do ÄÃģ ngÄn ngáŧŦa biášŋn dᚥng là vášĨn Äáŧ quan tráŧng trong quÃĄ trÃŽnh hà n.
Biášŋn dᚥng hà n cÃģ tháŧ xášĢy ra Äáŧng a)
tháŧi hai hoáš·c nhiáŧu dᚥng biášŋn dᚥng. Máŧt sáŧ loᚥi biášŋn dᚥng pháŧ biášŋn sau:
- Biášŋn dᚥng ngang: áŧĻng suášĨt và biášŋn dᚥng cÃģ phÆ°ÆĄng vuÃīng gÃģc váŧi tráŧĨc máŧi hà n, xuášĨt hiáŧn do Äáŧ co ngang cáŧ§a máŧi hà n và Äáŧ kášđp cháš·t cáŧ§a chi tiášŋt hà n (hÃŽnh 4.15, a).
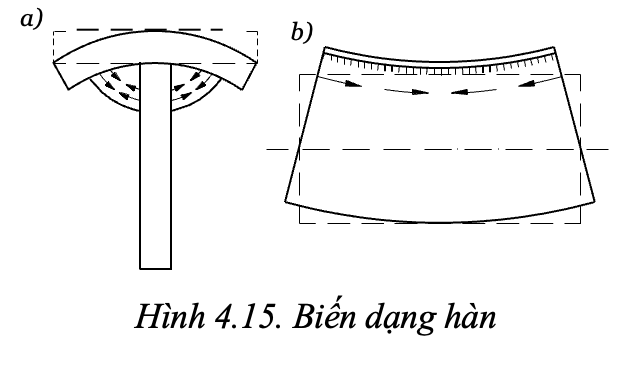
- Biášŋn dᚥng dáŧc: XuášĨt hiáŧn co dáŧc máŧi hà n, áŧĐng suášĨt cÃģ phÆ°ÆĄng song song váŧi tráŧĨc máŧi hà n. Khi hà n cÃĄc kášŋt cášĨu mà tráŧng tÃĒm máš·t cášŊt ngang khÃīng Äáŧi xáŧĐng váŧi tráŧĨc máŧi hà n, Äáŧ co dáŧc sáš― gÃĒy biášŋn dᚥng dáŧc (hÃŽnh 4.15, b):
+ Hà n ÄášŊp máŧi hà n trÊn máŧt trong hai mÃĐp cáŧ§a tášĨm
+ HÃ n máŧi cháŧŊ T máŧt phÃa
+ HÃ n kášŋt cášĨu tášĨm máŧng
- Biášŋn dᚥng gÃģc và cáŧĨc báŧ: XuášĨt hiáŧn do co ngÃģt khÃīng Äáŧu cáŧ§a kim loᚥi theo tiášŋt diáŧn ngang máŧi hà n gÃģc, vÃĄt cᚥnh cháŧŊ V, pháŧĨ thuáŧc và o chiáŧu dà y tášĨm cᚥnh và tiášŋt diáŧn máŧi hà n.
NguyÊn nhÃĒn gÃĒy biášŋn hÃŽnh hà n:
- Nung nÃģng khÃīng Äáŧu kim loᚥi vášt hà n
- Äáŧ co ngÃģt kim loᚥi nÃģng chášĢy cáŧ§a máŧi hà n
- Sáŧą thay Äáŧi táŧ cháŧĐc bÊn trong cáŧ§a kim loᚥi gᚧn vÃđng máŧi hà n.
Cháŧ§ yášŋu ta xem xÃĐt nguyÊn nhÃĒn Äᚧu tiÊn, nung nÃģng khÃīng Äáŧng Äáŧu cáŧĨc báŧ kim loᚥi vášt hà n. CÃĄc vÃđng áŧ xa nguáŧn nhiáŧt khÃīng hoáš·c Ãt báŧ biášŋn dᚥng nhiáŧt, chÚng sáš― cášĢn tráŧ lᚥi sáŧą biášŋn dᚥng áŧ vÃđng lÃĒn cášn máŧi hà n. Do vášy xuášĨt hiáŧn áŧĐng suášĨt trong máŧi hà n và vÃđng lÃĒn cášn nÃģ. áŧĻng suášĨt hÃŽnh thà nh áŧ máŧi hà n là kášŋt quášĢ cáŧ§a nháŧŊng thay Äáŧi váŧ tháŧ tÃch, Äáš·c biáŧt là nášŋu máŧi hà n giáŧŊ báŧi cÃĄc kášŋt cášĨu kášđp hoáš·c cÃĄc vášt liáŧu khÃĄc xung quanh. TrÆ°áŧng áŧĐng suášĨt vášŦn táŧn tᚥi káŧ cášĢ sau khi kášŋt thÚc quÃĄ trÃŽnh hà n và vášt hà n tráŧ váŧ nhiáŧt Äáŧ ban Äᚧu. Äáŧ thášĨy rÃĩ quÃĄ trÃŽnh hÃŽnh thà nh áŧĐng suášĨt hà n, khášĢo sÃĄt máŧi hà n Äáŧi Äᚧu hai tášĨm thÃĐp (hÃŽnh 4.16,a).
Khi hà n mÃĐp hà n ÄÆ°áŧĢc Äáŧt nÃģng cáŧĨc báŧ. Do nguáŧn nhiáŧt dáŧch chuyáŧn, máŧt phᚧn vášt liáŧu ÄÆ°áŧĢc Äáŧt nÃģng, phᚧn khÃĄc nguáŧi Äi. Sáŧą phÃĒn báŧ nhiáŧt Äáŧ theo tiášŋt diáŧn ngang sáš― khÃīng Äáŧu là m cho sáŧą giÃĢn náŧ cáŧ§a kim loᚥi cÅĐng khÃīng Äáŧng Äáŧu, áŧĐng suášĨt bÊn trong khi nung nÃģng và là m nguáŧi cÅĐng khÃĄc nhau.
GiášĢ thiášŋt: - TášĨm ÄÆ°áŧĢc biášŋn dᚥng táŧą do;
- CÃĄc tháŧ dáŧc song song tráŧĨc hà n Äáŧc lášp nhau;
- CÃĄc tháŧ ngang luÃīn vuÃīng gÃģc váŧi tráŧĨc hà n.
CÃĄc láŧp cà ng gᚧn tráŧĨc hà n nhiáŧt Äáŧ cà ng láŧn, nháŧŊng láŧp áŧ xa nhiáŧt Äáŧ sáš― giášĢm. Sáŧą giÃĢn náŧ cáŧ§a cÃĄc dášĢi kim loᚥi cáŧ§a tášĨm là táŧą do và khÃīng ášĢnh hÆ°áŧng lášŦn nhau, táŧ láŧ thuášn váŧi nhiáŧt Äáŧ. Äáŧ giÃĢn náŧ táŧą do cáŧ§a máŧi máŧt dášĢi sáš― là :
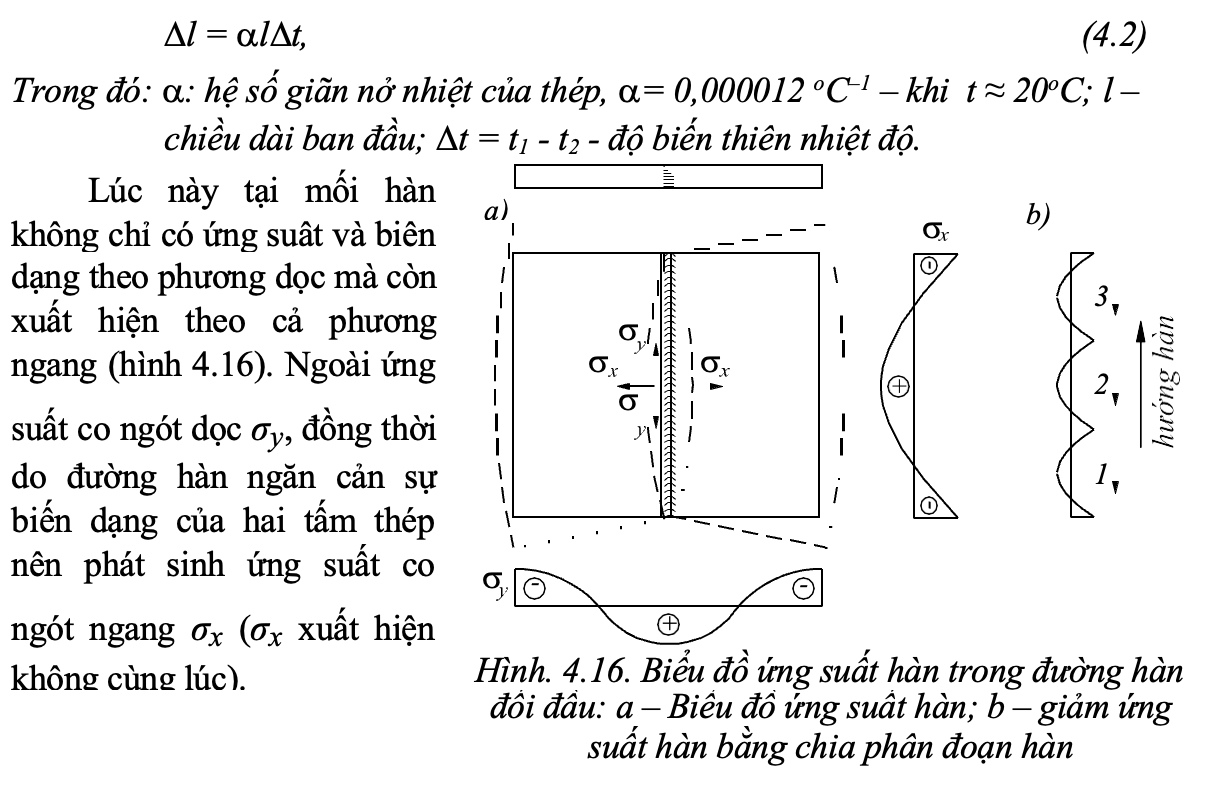
VÃđng giáŧŊa tášĨm thÃĐp, xu hÆ°áŧng uáŧn cong lÃĩm cáŧ§a tášĨm thÃĐp báŧ ngÄn cášĢn nÊn phÃĄt sinh áŧĐng suášĨt kÃĐo, hai Äᚧu tášĨm là áŧĐng suášĨt nÃĐn.
2. CÃĄc biáŧn phÃĄp là m giášĢm áŧĐng suášĨt hà n và biášŋn hÃŽnh hà n
CÃģ nhiáŧu yášŋu táŧ gÃĒy nÊn biášŋn dᚥng hà n, rášĨt khÃģ dáŧą bÃĄo chÃnh xÃĄc máŧĐc Äáŧ biášŋn dᚥng cÃģ tháŧ xášĢy ra. Máŧt sáŧ yášŋu táŧ cᚧn ÄÆ°áŧĢc xem xÃĐt áŧ máŧĐc Äáŧ hᚥn chášŋ: tÃnh chášĨt cÆĄ lÃ― cáŧ§a thÃĐp, áŧĐng suášĨt pháŧĨ ÄÆ°áŧĢc sinh ra táŧŦ quÃĄ trÃŽnh gia cÃīng kim loᚥi trÆ°áŧc ÄÃģ nhÆ° cÃĄn, tᚥo hÃŽnh và uáŧn, kiáŧu máŧi hà n, Äáŧ chÃnh xÃĄc gia cÃīng và bášĢn chášĨt cáŧ§a quÃĄ trÃŽnh hà n â loᚥi quy trÃŽnh, tÃnh Äáŧi xáŧĐng cáŧ§a máŧi náŧi, gia nhiáŧt trÆ°áŧc và trÃŽnh táŧą máŧi hà n. áŧĻng suášĨt hà n táŧą cÃĒn bášąng, sáš― báŧ san Äáŧu trong giai Äoᚥn là m viáŧc dášŧo cáŧ§a vášt liáŧu, vÃŽ vášy khÃīng ášĢnh hÆ°áŧng Äášŋn khášĢ nÄng cháŧu láŧąc cáŧ§a liÊn kášŋt. Tuy nhiÊn, áŧ trᚥng thÃĄi áŧĐng suášĨt phášģng và áŧĐng suášĨt kháŧi (khi sáŧą phÃĄt triáŧn biášŋn dᚥng dášŧo cáŧ§a vášt liáŧu khÃģ hÆĄn) áŧĐng suášĨt hà n là m tÄng khášĢ nÄng phÃĄ hoᚥi giÃēn cáŧ§a kášŋt cášĨu. NÃģi chung cÃĄc tÃĄc Äáŧng co ngÃģt máŧi hà n khÃīng bao giáŧ cÃģ tháŧ ÄÆ°áŧĢc loᚥi báŧ hoà n toà n nhÆ°ng cÃģ tháŧ giáŧŊ chÚng áŧ máŧĐc táŧi thiáŧu. Máš·t khÃĄc, biášŋn hÃŽnh hà n là m mášĨt cÃīng sáŧa cháŧŊa cášĨu kiáŧn nÊn cᚧn tÃŽm cÃĄch giášĢm áŧĐng suášĨt hà n và biášŋn hÃŽnh hà n. Äáŧ tháŧąc hiáŧn Äiáŧu ÄÃģ cÃģ tháŧ dÃđng cÃĄc biáŧn phÃĄp sau:
Biáŧn phÃĄp cášĨu tᚥo :
- GiášĢm sáŧ lÆ°áŧĢng ÄÆ°áŧng hà n Äášŋn máŧĐc táŧi Äa;
- GiášĢm thiáŧu sáŧ láŧp hà n;
- KhÃīng nÊn dÃđng ÄÆ°áŧng hà n quÃĄ dà y vÃŽ biášŋn hÃŽnh hà n táŧ láŧ thuášn váŧi kháŧi lÆ°áŧĢng thÃĐp nÃģng chášĢy;
- TrÃĄnh tášp trung ÄÆ°áŧng hà n và o máŧt cháŧ, trÃĄnh ÄÆ°áŧng hà n kÃn hoáš·c cášŊt nhau là m cášĢn tráŧ biášŋn dᚥng táŧą do cáŧ§a vášt liáŧu khi hà n.
Biáŧn phÃĄp thi cÃīng :
- Cháŧn trÃŽnh táŧą hà n thÃch háŧĢp. Và dáŧĨ khi ÄÆ°áŧng hà n Äáŧi Äᚧu quÃĄ dà i khÃīng nÊn hà n máŧt lÆ°áŧĢt cášĢ chiáŧu dà i mà chia thà nh cÃĄc Äoᚥn nháŧ (hÃŽnh 4.16,b). NhÆ° vášy biáŧu Äáŧ áŧĐng suášĨt co ngÃģt ngang sáš― báŧ chia nháŧ và giÃĄ tráŧ giášĢm Äi;
- Tᚥo biášŋn dᚥng ngÆ°áŧĢc trÆ°áŧc khi hà n: và dáŧĨ Äáš·t hai tášĨm thÃĐp nghiÊng trÆ°áŧc khi hà n, hà n xong, do co ngÃģt ngang gÃĒy biášŋn hÃŽnh thà nh ra thášģng (hÃŽnh 4.19);
- DÃđng khuÃīn cáŧ Äáŧnh khÃīng cho
kášŋt cášĨu biášŋn dᚥng khi hà n; HÃŽnh 4.17. Tᚥo biášŋn dᚥng ngÆ°áŧĢc
- Sáŧ dáŧĨng thiášŋt báŧ hà n dÃēng xung Äáŧ giášĢm thiáŧu tÃch lÅĐy nhiáŧt và o vášt hà n.
3. CÃĄc phÆ°ÆĄng phÃĄp kiáŧm tra chášĨt lÆ°áŧĢng ÄÆ°áŧng hà n
MáŧĨc ÄÃch là xÃĄc Äáŧnh khášĢ nÄng ÄÃĄp áŧĐng cÃĄc Äiáŧu kiáŧn là m viáŧc cáŧ§a liÊn kášŋt hà n, cáŧĨ tháŧ xÃĄc Äáŧnh cÃĄc tÃnh chášĨt cÆĄ háŧc, hoÃĄ háŧc, kim loᚥi háŧc và xÃĄc Äáŧnh cÃĄc khuyášŋt tášt. Ngoà i ra viáŧc kiáŧm tra chášĨt lÆ°áŧĢng máŧi hà n cÃēn ÄÆ°áŧĢc dÃđng Äáŧ phÃĒn loᚥi cÃĄc quy trÃŽnh hà n và trÃŽnh Äáŧ tay ngháŧ tháŧĢ hà n.
CÃĄc phÆ°ÆĄng phÃĄp kiáŧm tra ÄÆ°áŧĢc chia thà nh hai phÆ°ÆĄng phÃĄp chÃnh:
- Kiáŧm tra phÃĄ háŧ§y
- Kiáŧm tra khÃīng phÃĄ háŧ§y
a. Kiáŧm tra bášąng phÆ°ÆĄng phÃĄp phÃĄ háŧ§y
Kiáŧm tra cÆĄ tÃnh máŧi hà n. MáŧĨc ÄÃch là xÃĄc Äáŧnh Äáš·c tÃnh cÆĄ háŧc cáŧ§a liÊn kášŋt hà n, tiášŋn hà nh tháŧ kÃĐo, tháŧ uáŧn, tháŧ Äáŧ cáŧĐng và Äáŧ dai va Äášp cáŧ§a liÊn kášŋt dÆ°áŧi tÃĄc dáŧĨng cáŧ§a tášĢi tráŧng tÄĐnh hoáš·c tášĢi tráŧng Äáŧng. CÃĄc mášŦu tháŧ ÄÆ°áŧĢc cášŊt ra táŧŦ phᚧn kim loᚥi ÄášŊp cáŧ§a liÊn kášŋt hà n và ÄÆ°áŧĢc gia cÃīng cÆĄ khà Äáŧ Äᚥt ÄÆ°áŧĢc hÃŽnh dᚥng và kÃch thÆ°áŧc theo cÃĄc tiÊu chuášĐn ÄÆ°áŧĢc ÃĄp dáŧĨngâĶ
.png)
Kiáŧm tra cášĨu trÚc liÊn kášŋt hà n. Gáŧm cÃģ hai dᚥng là : Kiáŧm tra thÃī và kiáŧm tra tášŋ vi
Kiáŧm tra thÃī - ÄÆ°áŧĢc tiášŋn hà nh tráŧąc tiášŋp váŧi cÃĄc mášŦu tháŧ hoáš·c cÃĄc máš·t gÃĢy cáŧ§a chÚng. CÃĄc mášŦu tháŧ ÄÆ°áŧĢc cášŊt ra táŧŦ liÊn kášŋt hà n, ráŧi dÃđng kÃnh lÚp hoáš·c mášŊt thÆ°áŧng
Äáŧ phÃĄt hiáŧn khuyášŋt tášt cáŧ§a liÊn kášŋt hà n, cÃģ tháŧ khoan lášĨy mášŦu Äáŧ nghiÊn cáŧĐu.
Kiáŧm tra cášĨu trÚc tášŋ vi - ÄÆ°áŧĢc tiášŋn hà nh dÆ°áŧi loᚥi kÃnh lÚp cÃģ Äáŧ phÃģng Äᚥi láŧn (100-500 lᚧn), nháŧ vášy cÃģ tháŧ xÃĄc Äáŧnh ÄÆ°áŧĢc dáŧ dà ng và chÃnh xÃĄc chášĨt lÆ°áŧĢng kim loᚥi cáŧ§a liÊn kášŋt hà n.
b. Kiáŧm tra bášąng phÆ°ÆĄng phÃĄp khÃīng phÃĄ háŧ§y
PhÆ°ÆĄng phÃĄp kiáŧm tra nà y ÄÆ°áŧĢc tháŧąc hiáŧn tráŧąc tiášŋp váŧi liÊn kášŋt hà n và trÊn sášĢn phášĐm hà n cáŧĨ tháŧ mà khÃīng gÃĒy nÊn biášŋn Äáŧi Äáš·c tÃnh cáŧ§a sášĢn phášĐm nhÆ°:
- Kiáŧm tra bášąng mášŊt thÆ°áŧng: thÃīng thÆ°áŧng cháŧ phÃĄt hiáŧn ÄÆ°áŧĢc nháŧŊng sai sÃģt bÊn ngoà i nhÆ° máš·t ÄÆ°áŧng hà n khÃīng Äáŧu, láŧi lÃĩm, náŧĐt rᚥn...
- DÃđng cÃĄc phÆ°ÆĄng phÃĄp vášt lÃ― Äáŧ kiáŧm tra nhÆ°: Äiáŧn táŧŦ, tia phÃģng xᚥ (RÆĄnghen và Gamma), siÊu ÃĒm, kiáŧm tra Äáŧ kÃn cáŧ§a liÊn kášŋt hà n bášąng ÃĄp láŧąc khÃ, ÃĄp láŧąc nÆ°áŧc, tᚥo chÃĒn khÃīng... cÃĄc phÆ°ÆĄng phÃĄp nà y cho kášŋt quášĢ chÃnh xÃĄc hÆĄn, ÄÆ°áŧĢc ÃĄp dáŧĨng cho cÃĄc loᚥi cÃīng trÃŽnh cháŧu láŧąc Äáš·c biáŧt nhÆ°: báŧ cháŧĐa, ÄÆ°áŧng áŧng cao ÃĄp...
|
|